FMEA
Overview
Also called: potential failure mode and effects analysis; failure modes, effects and criticality analysis (FMECA)
Failure mode and effects analysis (FMEA), developed by the U.S. military in the 1940s, is a systematic, step-by-step approach to identify and prioritize possible failures in a design, manufacturing or assembly process, product, or service. It is a common risk analysis tool. The goal of this proactive tool is to mitigate or eliminate potential failures.
- "Failure mode" means the way, or mode, in which something might fail. Failures are any errors or defects, especially those that affect the customer, and can be potential or actual.
- "Effects analysis" refers to studying the consequences of those failures.
Failures are prioritized according to how serious their consequences are, how frequently they occur, and how easily they can be detected. The purpose of FMEA is to take actions to eliminate, reduce, and/or mitigate failures, starting with those deemed highest priority.
FMEA also documents current knowledge and actions about the risks of failures to use for continuous improvement efforts. FMEA can be used during design (design FMEA, or DFMEA) to prevent failures. Later, it can be used for process control (process FMEA, or PFMEA), as well as before and during ongoing operations. Ideally, FMEA begins during the earliest conceptual stages of design and continues throughout the life of the product or service. FMEA has bigger leverage and impact in the early stages of development when changes are less costly to implement.
WHEN TO USE FMEA
FMEA is used when a process, product, or service is being designed, redesigned, or evaluated. It also is used:
- After quality function deployment (QFD)
- When an existing process, product, or service is being applied in a new way
- Before developing control plans for a new or modified process
- When improvement goals are planned for an existing process, product, or service
- When analyzing failures of an existing process, product, or service
FMEA: STEP BY STEP
There are several steps in the FMEA process.
- Build a team: Assemble a multidisciplinary, cross-functional team of people with diverse knowledge about the process, product, or service, as well as customer needs. The team usually consists of representatives from design, manufacturing, quality, testing, reliability, maintenance, purchasing (and suppliers), sales, marketing (and customers), and customer service.
- Set the scope: Define the FMEA’s scope. Is it for concept, system, design, process, or service? What are the boundaries? How detailed should the scope be? Use flowcharts to identify the scope and make sure every team member understands it in detail.
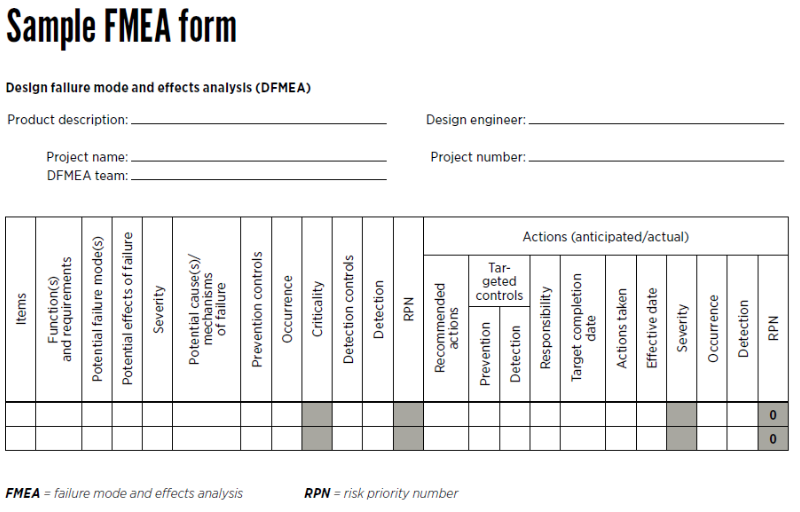
- Identify information: Fill in the identifying information at the top of your FMEA form. The remaining steps look to uncover information that will go into the columns of the form.
- Set scope functions: Identify the functions of your scope: "What is the purpose of this system, design, process, or service? What do our customers expect it to do?" Name it with a verb followed by a noun. Usually, you can break the scope into separate subsystems, items, parts, assemblies, or process steps and identify the function of each.
- Identify failure potential: For each function, identify the ways failure could happen. Brainstorm. These are potential failure modes. This is the most important activity in FMEA. If necessary, rewrite the function with more detail to ensure the failure modes show a loss of that function.
- Identify consequences: For each failure mode, identify the consequences on the system, related systems, process, related processes, product, service, customer, or regulations. These are potential failure effects. Ask, "What does the customer experience because of this failure? What happens when this failure occurs?"
- Rate severity: Determine how serious each effect is. This is the severity (S) rating. Severity usually is rated on a scale from one to 10: One is insignificant and 10 is catastrophic. If a failure mode has more than one effect, write on the FMEA form only the highest severity rating for that failure mode.
- Determine root causes: For each failure mode, determine all the potential root causes. Use tools classified as FMEA Template and How-To-Use documentation to aid in these efforts.
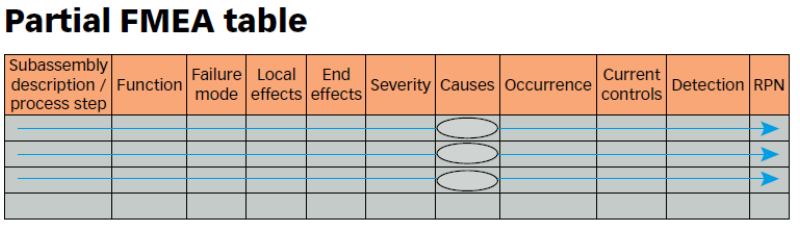
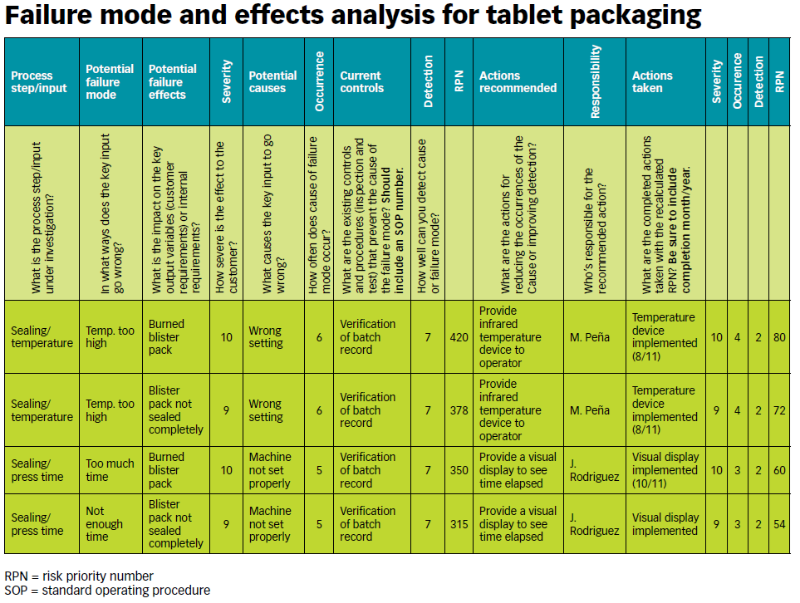
FMEA EXAMPLE
A manufacturer performed a process FMEA on its tablet packaging process. The included figure shows part of it. As shown, two of the process steps have four potential failure modes that all incurred high RPNs (> 125). Sufficient actions were identified and taken that lowered all RPNs to an acceptable level (< 125). Essentially, this is what FMEA is trying to accomplish.
FMEA LIMITATIONS
The FMEA method does have some shortfalls. The one-size-fits-all format can be inefficient, for example, which leads to ineffectiveness. Lack of return on investment (ROI) assessment over actions can amplify the deficiency. In many cases, a lack of data also amplify the deficiency, making the three-dimensioned risk assessment difficult and unreliable, which erodes ROI.
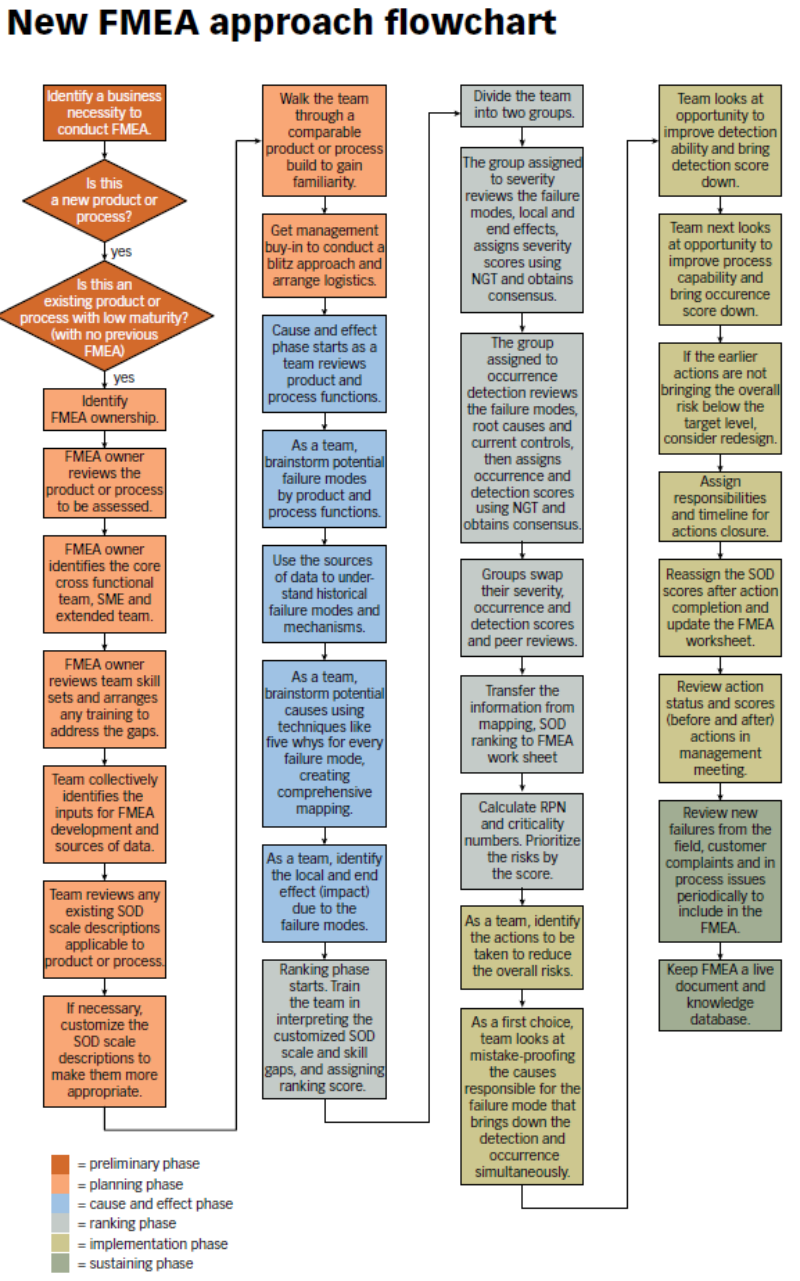
Even with these challenges, FMEA still is a powerful method for identifying and mitigating potential risks in systems, processes, and designs, ultimately leading to improved reliability, safety, and quality.
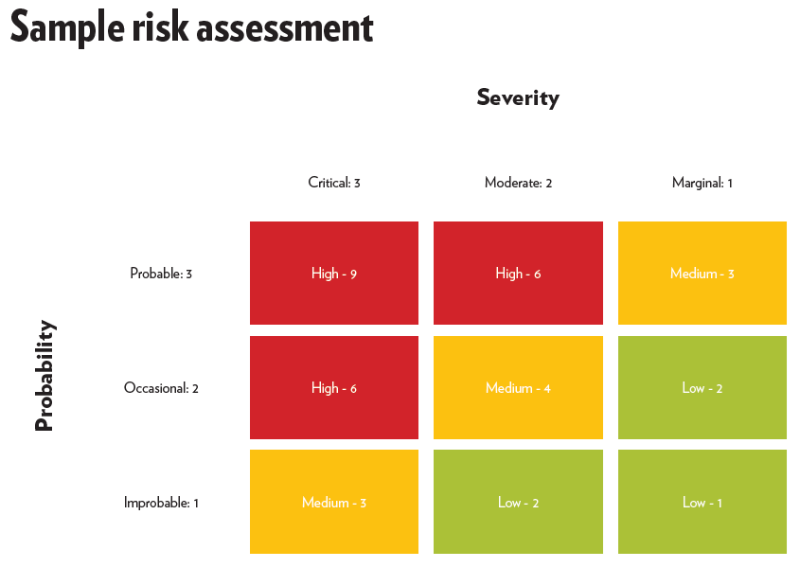
One approach to counteract these issues is to follow a simpler risk analysis and assessment, as pictured.
Related Video
The Inner Workings of FMEA
Eugene Bukowski, Senior Engineering Manager GE Healthcare, describes some common failure modes and discusses risk priority number (RPN).
Community
myASQ’s online communities provide expanded networking and learning opportunities, including blog posts, discussion threads, and library entries on topics like the fishbone diagram. Members can create new communities to generate new discussions and connections, and anyone can join online communities to reach a broader audience of quality professionals and practitioners – anytime, anywhere.

Certifications
ASQ offers 19 different certifications ranging from foundational quality to advanced quality management, including five ANSI ANAB ISO 17024 accredited programs. Earning an ASQ Certification provides you an opportunity to learn quality tools & concepts and gain a credential that can increase your earning potential and help grow your career.
Learn more about ASQ Certification
View Certification Preparation Resources (Virtual Courses, E-Learning, Question Banks, & Handbooks)

Reviewers
Gary G. Jing is a Master Black Belt and lean Six Sigma deployment leader, and currently senior quality manager at Onto Innovation. He has worked as a continuous improvement director at CommScope in Shakopee, MN, and was on the U.S. delegation to International Organization for Standardization Technical Committee 176 and participated in the development of ISO 9000:2015 as the secretary of subcommittee 1/working group 1, which is responsible for the ISO 9000 standard. He earned a doctorate in industrial engineering from the University of Cincinnati. An ASQ fellow, Jing also is an ASQ-certified quality manager and engineer.
Reviewed November 2024.
References
Don Arp Jr., Garg G. Jing, Katie Labedz, Stephanie Parker, W. Pruitt, “Tool Talk,” Quality Progress, August 2024, pp. 12-25.
Gary G. Jing, “A Fundamental FMEA Flaw,” Quality Progress, May 2019, pp. 26-33.
Gary G. Jing, "Six Sigma Solutions: FMEA-Lite," Quality Progress, May 2024, pp. 49-51.
José Rodríguez-Pérez, Manuel E. Peña-Rodríguez, “Fail-Safe FMEA,” Quality Progress, January 2012, pp. 30-36.
Govind Ramu, “FMEA Minus the Pain,” Quality Progress, March 2009, pp. 36-42.
Nancy R. Tague, The Quality Toolbox, 3rd ed., Quality Press, 2024, pp. 236-242.
Reprints & Permissions
ASQ gladly considers requests to use its intellectual property, please see the ASQ reprint permission page for more information. For use of ASQE content or graphics, please contact us at [email protected] to request permission.
Join Us on Social
Network with the world’s largest community of quality professionals.

